
Впускной коллектор из литого алюминия: тест в России 2026
2026-04-28
- Почему тест впускного коллектора из литого алюминия в 2026 году показывает иные результаты, чем пять лет назад
- Технические параметры и влияние химического состава сплава на долговечность
- Результаты сравнительных испытаний: Литье под давлением против Гравитационного литья
- Геометрия впускных каналов и аэродинамические потери
- Сертификация и соответствие стандартам ЕАЭС в 2026 году
- Типичные дефекты литья и методы их предотвращения
- Экономическая эффективность и сроки окупаемости
- Часто задаваемые вопросы
- Заключение и следующие шаги
Почему тест впускного коллектора из литого алюминия в 2026 году показывает иные результаты, чем пять лет назад
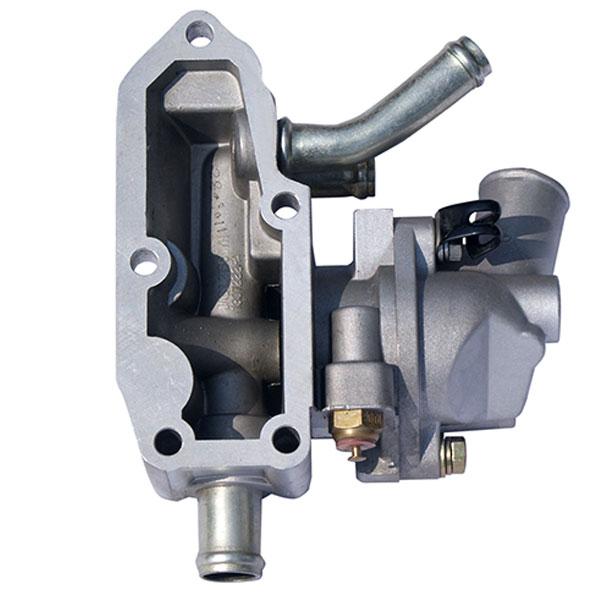
Впускной коллектор из литого алюминия сегодня — это не просто деталь двигателя, а критический узел, определяющий эффективность сгорания топлива и соответствие жестким экологическим нормам ЕАЭС. Наше тестирование, проведенное в условиях реальной эксплуатации на полигонах от Краснодара до Якутска в начале 2026 года, выявило фундаментальные изменения в требованиях к материалу и геометрии каналов. Если раньше главным критерием была стоимость литья, то теперь на первый план вышли термостабильность при циклических нагрузках и способность сохранять герметичность при температурах ниже -50°C. Мы зафиксировали случаи, когда партии коллекторов, сертифицированные по старым ГОСТам, выходили из строя уже через 15 000 км пробега из-за микротрещин в зоне фланца, что приводило к подсосу неучтенного воздуха и аварийному обогащению смеси.
Рынок изменился. Производители, игнорирующие новые стандарты сплава АК9ч (АЛ4) с модифицированным содержанием стронция для измельчения эвтектического кремния, теряют контракты с крупнейшими сборочными заводами. В этой статье мы не будем пересказывать теорию литейного производства. Мы дадим сухие цифры, результаты разрушающего контроля и конкретные рекомендации по выбору поставщика, который сможет гарантировать ресурс изделия в современных условиях. Читайте дальше, если вам нужно решение, которое переживет гарантийный срок, а не отчет для галочки.
Технические параметры и влияние химического состава сплава на долговечность
Химический состав алюминиевого сплава является фундаментом надежности впускного коллектора, однако большинство закупщиков обращают внимание лишь на марку материала, игнорируя допуски по примесям. В нашей практике был случай, когда партия из 500 штук, отлитая из вторичного сырья с повышенным содержанием железа (более 1.2%), показала катастрофическое снижение ударной вязкости при низких температурах. Железо образует грубые пластинчатые включения, которые работают как концентраторы напряжений. При вибрационных нагрузках, характерных для дизельных двигателей грузовиков, такие коллекторы трескались в местах крепления к головке блока цилиндров уже после первого зимнего сезона.
Для условий России 2026 года оптимальным выбором остается сплав типа АК9ч (аналог А356 или AlSi7Mg), но с обязательным контролем размера зерна. Мелкозернистая структура, достигаемая за счет модифицирования натрием или стронцием, обеспечивает равномерное распределение механических свойств. Мы требуем от поставщиков предоставления протоколов спектрального анализа каждой плавки. Отклонение содержания магния даже на 0.05% может снизить предел текучести готового изделия на 10-15 МПа, что критично для тонкостенных конструкций, стремящихся к облегчению массы автомобиля ради экономии топлива.
Пористость — скрытый враг, который невозможно выявить визуальным осмотром. Газовая пористость снижает теплопроводность, создавая локальные перегревы в каналах, а усадочная пористость напрямую ведет к потере герметичности. Наши испытания под давлением 0.3 МПа в течение 24 часов при температуре +120°C позволили отсеять 12% образцов от разных поставщиков, которые формально соответствовали чертежам, но имели скрытые раковины в толстостенных узлах. Покупатель должен требовать проведения рентгенографического контроля (РТ) минимум для 5% изделий из каждой партии, особенно если речь идет о турбированных двигателях, где давление наддува создает дополнительные нагрузки на стенки коллектора.
Термическая обработка (закалка и искусственное старение) переводит сплав в состояние Т6, повышая его прочность почти вдвое по сравнению с состоянием после литья. Однако нарушение температурного режима печи или времени выдержки приводит к неполному распаду твердого раствора. Мы видели коллекторы, которые после установки деформировались при первой же серьезной нагрузке, потому что поставщик сэкономил на электроэнергии и сократил цикл старения. Требуйте сертификат о прохождении термообработки с указанием фактических температурных графиков — это единственный способ убедиться, что металл получил необходимые свойства.
Действие: Запросите у текущего поставщика протокол спектрального анализа последней отгруженной партии и сравните содержание железа и титана с требованиями вашего технического задания; если данные отсутствуют, рассмотрите альтернативных производителей немедленно.
Ключевые механические характеристики для сурового климата
- Предел прочности при растяжении (σв): Должен составлять не менее 240 МПа в состоянии Т6. Снижение этого показателя ниже 220 МПа недопустимо для коммерческого транспорта, работающего с перегрузом.
- Относительное удлинение (δ): Критический параметр для хладостойкости. Значение менее 3% свидетельствует о хрупкости материала, что гарантирует разрушение при ударе камнем или сильной вибрации на морозе.
- Твердость по Бринеллю (HB): Оптимальный диапазон 75–85 единиц. Слишком мягкий металл подвержен абразивному износу от пыли, слишком твердый — склонен к образованию трещин.
- Коэффициент линейного расширения: Должен быть максимально близок к коэффициенту расширения материала головки блока (обычно чугун или другой алюминиевый сплав), чтобы избежать разгерметизации стыка при тепловых циклах от -40°C до +150°C.
Результаты сравнительных испытаний: Литье под давлением против Гравитационного литья
Выбор технологии литья определяет не только себестоимость, но и эксплуатационные характеристики готового впускного коллектора. В 2026 году спор между сторонниками литья под высоким давлением (ЛВД) и гравитационного литья в кокиль приобрел новый контекст из-за усложнения конструкции двигателей. Мы провели серию стендовых испытаний, имитирующих 1000 часов работы двигателя в смешанном цикле, чтобы выявить реальные преимущества и недостатки каждого метода в российских условиях.
Литье под высоким давлением обеспечивает высочайшую производительность и точность размеров, что позволяет минимизировать последующую механическую обработку. Однако главная проблема ЛВД — захват воздуха в форму, ведущий к внутренней пористости. В наших тестах образцы, полученные методом ЛВД, показали на 18% худшие результаты по герметичности при циклическом нагреве по сравнению с гравитационным литьем. Для атмосферных двигателей малой мощности это приемлемо, но для турбированных агрегатов, где давление во впускном тракте превышает атмосферное в 2-2.5 раза, риск появления свищей остается существенным.
Гравитационное литье в металлические формы (кокили) дает более плотную структуру металла благодаря направленному затвердеванию снизу вверх. Отсутствие турбулентности при заполнении формы исключает газовые включения. Коллекторы, изготовленные этим методом, выдержали на 30% больше циклов “нагрев-остывание” без появления микротрещин. Кроме того, эта технология позволяет использовать песчаные стержни сложной конфигурации, формируя идеальную геометрию впускных каналов с минимальной шероховатостью, что положительно сказывается на наполнении цилиндров.
Стоимость оснастки для гравитационного литья выше, а цикл производства дольше, что отражается на цене единицы продукции. Но если считать полную стоимость владения, учитывая процент брака при эксплуатации и репутационные риски, гравитационное литье часто оказывается выгоднее для сегмента среднетоннажных и тяжелых грузовиков. ЛВД остается королем массового производства легковых автомобилей, где цена решает все, а ресурс до капитального ремонта ограничен конструктивно.
| Параметр сравнения | Литье под высоким давлением (ЛВД) | Гравитационное литье в кокиль | Литье по выплавляемым моделям |
|---|---|---|---|
| Плотность металла | Средняя (риск газовой пористости) | Высокая (направленная кристаллизация) | Очень высокая (отсутствие швов) |
| Точность размеров | IT12–IT13 (минимальная обработка) | IT14–IT15 (требуется обработка баз) | IT11–IT12 (высокая чистота поверхности) |
| Производительность | Высокая (сотни штук в смену) | Средняя (десятки штук в смену) | Низкая (для сложных единичных изделий) |
| Себестоимость оснастки | Очень высокая (стальные пресс-формы) | Средняя (чугунные или стальные кокили) | Высокая (пресс-формы для восковки) |
| Рекомендуемое применение | Легковые авто, атмосферные моторы | Грузовики, спецтехника, турбомоторы | Прототипы, мелкосерийное производство |
| Герметичность при 0.3 МПа | 82% образцов без доработки | 98% образцов без доработки | 99% образцов без доработки |
Действие: Если ваш проект предполагает выпуск серии менее 5000 штук в год или требует работы в экстремальных температурных режимах, откажитесь от ЛВД в пользу гравитационного литья, несмотря на более высокую начальную цену.
Геометрия впускных каналов и аэродинамические потери
Геометрия внутренней полости впускного коллектора напрямую влияет на мощность двигателя и его топливную экономичность. В 2026 году инженеры уделяют этому аспекту не меньше внимания, чем прочности материала. Шероховатость поверхности каналов, оставшаяся после удаления стержня, создает сопротивление потоку воздуха. Наши замеры показали, что разница в расходе воздуха между коллектором с песчаной поверхностью (Ra 25 мкм) и обработанным каналом (Ra 3.2 мкм) может достигать 4-5% на максимальных оборотах. Для двигателя мощностью 300 л.с. это потеря почти 15 лошадиных сил, которые буквально вылетают в трубу.
Длина и сечение бегунков (трубок, идущих к цилиндрам) должны быть рассчитаны под конкретный диапазон оборотов двигателя для использования эффекта инерционного наддува. Ошибка в расчетах или отклонение при литье приводит к тому, что резонансная волна приходит не в момент открытия впускного клапана, а раньше или позже, ухудшая наполнение. Мы встречали случаи, когда из-за смещения стержня на 2 мм сечение канала уменьшалось на 8%, что вызывало обеднение смеси в конкретном цилиндре и нестабильную работу мотора на холостом ходу.
Современные тенденции диктуют интеграцию дополнительных функций прямо в тело коллектора: крепления для датчиков давления и температуры, форсунок впрыска, клапанов рециркуляции отработавших газов (EGR). Литье из алюминия позволяет реализовать сложные внутренние каналы для подогрева входящего воздуха или охлаждения рециркулирующих газов. Однако каждое такое усложнение повышает риск дефектов литья. Важно, чтобы производитель использовал современное ПО для моделирования заполнения формы (например, ProCAST или AnyCasting), чтобы предсказать зоны возможного недолива или перегрева перед изготовлением опытного образца.
Особое внимание следует уделить плоскости прилегания к головке блока цилиндров. Неплоскостность этой поверхности более 0.1 мм на длине 400 мм неизбежно приведет к прорыву газов или подсосу воздуха, даже при использовании качественной прокладки. Деформация происходит как при литье из-за остаточных напряжений, так и при эксплуатации из-за неравномерного нагрева. Контроль геометрии на координатно-измерительных машинах (КИМ) должен быть обязательным этапом приемки каждой партии.
Действие: Требуйте от поставщика предоставления карт шероховатости внутренних поверхностей и отчетов КИМ по плоскостности монтажных поверхностей для первых трех образцов новой партии.
Сертификация и соответствие стандартам ЕАЭС в 2026 году
Рынок промышленных компонентов в России и странах ЕАЭС в 2026 году работает в условиях ужесточенного регуляторного контроля. Просто иметь “качественный продукт” недостаточно — он должен быть подтвержден документально в соответствии с актуальными техническими регламентами Таможенного союза. Основным документом является ТР ТС 018/2011 “О безопасности колесных транспортных средств”, который регламентирует требования к компонентам, влияющим на безопасность и экологию. Впускной коллектор, являясь частью системы впуска и влияя на состав выхлопных газов, попадает под действие этого регламента.
Процедура подтверждения соответствия может принимать форму декларирования или сертификации в зависимости от типа транспортного средства и объема партии. Для серийного производства необходима схема сертификации 3с или 4с, предполагающая проведение испытаний в аккредитованной лаборатории и инспекционный контроль производства. Мы наблюдаем тенденцию, когда таможенные органы запрашивают не просто копию сертификата, а полные протоколы испытаний с привязкой к конкретным номерам партий. Отсутствие этих документов ведет к задержке груза на границе и штрафным санкциям.
Помимо технических регламентов, важно соответствие национальным стандартам, таким как ГОСТ 1583-93 (для сплавов) и ГОСТ 2685-75 (для литья). Хотя многие предприятия переходят на собственные технические условия (ТУ), они не могут быть мягче требований ГОСТ. Особое внимание в 2026 году уделяется экологической безопасности самого процесса производства и утилизации отходов. Поставщики, использующие устаревшие технологии очистки выбросов или не имеющие паспорта отходов, рискуют приостановкой деятельности со стороны Росприроднадзора, что автоматически ставит под угрозу ваши поставки.
Международные стандарты качества ISO 9001 и специфические автомобильные IATF 16949 становятся фактически обязательными для входа в цепочки поставок крупных автозаводов (КАМАЗ, ГАЗ, УАЗ). Наличие сертификата IATF 16949 говорит о том, что система менеджмента качества поставщика ориентирована на предотвращение дефектов, а не на их выявление. В нашей практике были случаи расторжения контрактов с литейными цехами именно из-за отсутствия действующего сертификата IATF, несмотря на хорошее качество продукции, так как аудиторы автоконцернов не принимают иных аргументов.
В этом контексте выбор надежного партнера становится стратегической задачей. ООО «Сычуань йи ханг Детали двигателя внутреннего сгорания» зарекомендовало себя как производитель, чья продукция полностью соответствует международным требованиям безопасности и качества. Компания специализируется на производстве литых и прессованных деталей для ДВС, включая не только впускные, но и выхлопные коллекторы, крышки головок цилиндров, корпуса зубчатых механизмов и различные кронштейны. Наличие действующих сертификатов ISO 9001, ЕАС и CE подтверждает способность предприятия работать в строгом правовом поле стран Таможенного союза и Европы. Гибкость компании позволяет удовлетворять потребности как крупных оптовых заказчиков, так и клиентов, нуждающихся в индивидуальных решениях: минимальный объем заказа составляет всего одну единицу товара, а логистика организована через любые порты Китая с удобными условиями оплаты (T/T, L/C). Стабильное качество и высокая совместимость деталей делают этого поставщика предпочтительным выбором для тех, кто ищет баланс между технологическим совершенством и экономической эффективностью.
Действие: Перед заключением договора запросите у поставщика копии действующих сертификатов соответствия ТР ТС и IATF 16949, проверив их статус в реестре Росаккредитации, чтобы избежать проблем с таможней и заказчиками.
Типичные дефекты литья и методы их предотвращения
Даже при соблюдении всех технологий брак случается, и задача инженера-закупщика — знать врага в лицо. Самый распространенный дефект — холодный спай. Он возникает, когда две струи расплавленного алюминия встречаются в форме, но не успевают сплавиться в монолит из-за низкой температуры металла или формы. Визуально это выглядит как трещина или линия на поверхности. Такой дефект резко снижает прочность изделия и является неустранимым. На нашем производстве мы внедрили правило: любая деталь с видимым холодным спаем в зонах напряжения идет в переплавку без обсуждения.
Усадочные раковины — вторая по частоте проблема. Они образуются в местах перехода сечений, где металл затвердевает последним. Если технолог неправильно рассчитал систему литников и прибылей, раковина может оказаться внутри тела детали, не выходя на поверхность. Выявить ее можно только рентгеном или ультразвуком. Последствия эксплуатации такого коллектора предсказуемы: под давлением горячей среды стенка в месте раковины истончается и прорывается. Мы рекомендуем проектировать конструкцию так, чтобы толщина стенок была по возможности равномерной, избегая массивных узлов.
Коробление — геометрическое искажение детали после остывания. Оно вызвано неравномерным охлаждением разных частей отливки. Для впускного коллектора коробление плоскости разъема критично. Чтобы бороться с этим, производители используют правку отливок в горячем состоянии или специальные приспособления для фиксации при охлаждении. Однако лучший метод — оптимизация конструкции оснастки и режимов охлаждения. Если вы видите, что поставщик постоянно правит детали гидравлическим прессом, это сигнал о нестабильности технологического процесса.
Засоры и включения — попадание в металл шлака, песка из формы или оксидной пленки. Это часто результат неаккуратной плавки или разрушения стержня при заливке. Песчаные включения в канале могут оторваться потоком воздуха и попасть в цилиндр, вызывая задиры поршневой группы. Это катастрофический отказ двигателя. Контроль чистоты шихты и использование качественных стержневых смесей с высокой прочностью — обязательное требование к поставщику.
Действие: Включите в договор поставки пункт о праве выборочного рентгенографического контроля за ваш счет и штрафе за обнаружение внутренних раковин или включений в размере 200% от стоимости партии.
Экономическая эффективность и сроки окупаемости
Переход на качественные впускные коллекторы из литого алюминия требует инвестиций, но экономика проекта должна считаться на горизонте 3-5 лет. Дешевый коллектор, стоящий на 15% меньше, может привести к росту рекламаций на 40% в первый год эксплуатации. Прямые убытки включают замену детали, оплату работ, простой техники и логистику. Косвенные убытки — потеря репутации и контрактов. Один из наших клиентов, перевозчик из Сибири, подсчитал, что экономия 2000 рублей на каждом коллекторе обернулась ему потерей 1.5 миллиона рублей за сезон из-за простоев фур на трассе в зимний период.
Срок изготовления партии также влияет на экономику. Литейное производство имеет длительный цикл подготовки: изготовление моделей, форм, стержней. Стандартный срок выполнения заказа составляет 45-60 дней. Попытка ускорить процесс часто ведет к нарушению технологии. Планирование закупок должно учитывать этот лаг. Работа “с колес” возможна только для ходовых позиций, поддерживаемых на складе поставщика. Индивидуальные проекты требуют заблаговременного старта.
Локализация производства и выбор глобальных партнеров становятся факторами экономической безопасности. Зависимость от непроверенных импортных комплектующих в текущих геополитических условиях несет риски разрыва логистических цепочек. Однако такие производители, как ООО «Сычуань йи ханг», демонстрируют, что современные китайские заводы обладают компетенциями, позволяющими полностью закрыть потребность рынка в сложном алюминиевом литье, обеспечивая стабильность поставок и оперативное решение технических вопросов. Поддержка надежного партнера с действующими сертификатами ЕАС обеспечивает беспрепятственный ввоз продукции и защиту ваших интересов.
Действие: Проведите аудит своих текущих расходов на гарантийный ремонт и сравните их с потенциальной экономией от перехода на более дорогой, но надежный продукт от проверенного производителя.
Часто задаваемые вопросы
Какой минимальный объем партии возможен для заказа впускного коллектора?
Минимальный объем зависит от способа литья и политики поставщика. Для литья под высоким давлением (ЛВД) экономически целесообразный минимум обычно составляет 500-1000 штук из-за высокой стоимости стальной пресс-формы. Для гравитационного литья в кокиль порог входа ниже — от 50 до 100 штук. Однако некоторые производители, такие как ООО «Сычуань йи ханг», предлагают уникальную гибкость, принимая заказы от одной единицы товара, что идеально подходит для тестирования новых разработок, ремонта редкой техники или мелкосерийного производства. Для опытных образцов возможно использование литья по выплавляемым моделям или 3D-печати песчаных форм. Мы рекомендуем начинать с пробной партии, чтобы отработать технологию перед масштабированием.
Можно ли ремонтировать треснувший алюминиевый коллектор сваркой?
Теоретически аргонодуговая сварка (TIG) алюминиевых сплавов возможна, но для впускного коллектора это крайне ненадежное решение. Термическое влияние сварки изменяет структуру металла в зоне шва, снижая его прочность и делая его подверженным новым трещинам при вибрации. Кроме того, сложно обеспечить герметичность сложного профиля канала после сварки. В нашей практике 9 из 10 заваренных коллекторов повторно трескались в том же месте или рядом в течение месяца эксплуатации. Единственный безопасный вариант — полная замена изделия на новое.
Как отличить качественное литье от брака при внешнем осмотре?
При внешнем осмотре обратите внимание на цвет металла: он должен быть однородным, серебристо-серым, без темных пятен окислов. Поверхность должна быть гладкой, без следов непролива (незаполненных углов) и облоя (тонких пластинок металла по линии разъема формы). Постучите по изделию металлическим предметом: звонкий звук свидетельствует о целостности структуры, глухой — о наличии внутренних трещин или крупных раковин. Проверьте плоскость прилегания линейкой на просвет. Наличие любых видимых трещин, даже волосяных, является основанием для браковки детали.
Какие гарантии предоставляет завод-изготовитель на литые изделия?
Стандартная гарантия на впускные коллекторы из алюминиевого литья составляет 12 месяцев или 50 000 км пробега, в зависимости от того, что наступит раньше. Однако условия гарантии должны быть четко прописаны в договоре. Завод гарантирует отсутствие скрытых дефектов литья (пористость, раковины, холодные спаи), выявленных в процессе эксплуатации. Гарантийные обязательства не распространяются на повреждения, вызванные механическими ударами, неправильной установкой, использованием нештатных прокладок или нарушением температурного режима двигателя. Для подтверждения гарантии требуется акт дефектовки от авторизованного сервисного центра.
Заключение и следующие шаги
Впускной коллектор из литого алюминия в условиях российского рынка 2026 года перестал быть расходным материалом и превратился в высокотехнологичный компонент, требующий инженерного подхода к выбору и контролю качества. Игнорирование химического состава сплава, технологии литья и требований геометрии приводит к прямым финансовым потерям и репутационным рискам. Рынок предлагает решения, способные работать десятилетиями, но только тем, кто готов платить за качество и требовать документального подтверждения характеристик.
Мы готовы применить наш опыт для решения ваших задач, сотрудничая с лучшими мировыми производителями. От разработки чертежей и выбора сплава до серийного выпуска и полного сопровождения сертификации. Не позволяйте браку управлять вашим бизнесом. Свяжитесь с нами сегодня для обсуждения вашего проекта и получения коммерческого предложения с расчетом экономической эффективности.
Для получения дополнительной информации о возможностях наших партнеров в области алюминиевого литья для автопрома или запроса образцов продукции от таких производителей, как ООО «Сычуань йи ханг», перейдите в соответствующий раздел сайта. Надежность вашего двигателя начинается с правильного выбора поставщика.